Wie Grana Padano käse hergestellt wird

Alles beginnt mit roher Kuhmilch.
Diese stammt von Betrieben mit genau definierten und streng kontrollierten Merkmalen, und von maximal zwei Melkungen pro Tag oder von Kühen, die mit freiem Zugang zu einem automatischen Melksystem gemolken werden.

Die Entrahmung
Die Rohmilch, die aus dem in der Spezifikation definierten Erzeugungsgebiet stammt, wird durch natürliche Aufrahmung teilentrahmt.

Der Kessel
1.000 Liter entrahmter Milch werden nun in Kupferkessel mit doppeltem Boden gefüllt. Die Kessel haben die Form von umgekehrten Glocken. Aus jedem Kupferkessel gehen zwei sogenannte „Zwillingslaibe“ hervor.
Die Molke
Die Molke, die bei der Käseherstellung am Vortag erzeugte wurde, wird hinzugefügt. In der Molke haben sich natürliche Milchsäurebakterien entwickelt. Diese sind die idealen Unterstützer, um den Umwandlungsprozess von Milch in Käse anzustoßen.
Das Kochen
Die so geimpfte Milch wird auf eine Temperatur von 31-33 °C erhitzt.

Das Lab
Die angereicherte Milch wird auf eine Temperatur von 31-33 °C erhitzt und das Kälberlab zugesetzt

Der „spino“
Der Käsebruch wird mit dem „spino“ (grosser Schneebesen) in reiskorngroße Stückchen zerteilt.
Kochen
Der Käsebruch wird bis zu einer Maximaltemperatur von 56 °C erhitzt. Mit Erreichen der Temperatur ist der Garvorgang beendet und das Quarkgranulat beginnt sich am Boden des Kessels abzusetzen.
Das Ruhen
Es ist wichtig, die Temperatur am Ende des Kochvorgangs konstant zu halten. Anschließend ruht der Käsebruch 30-70 Minuten lang auf dem Kesselboden unter der Molke, sodass sich die gesamte Masse zu einem einzigen Laib zusammenfügt.

Die „Zwillingslaibe“
Mit einer Holzschaufel und einem „schiavino“ (Leinentuch) wird die Käsemasse unten aus dem Kessel herausgehoben und in zwei gleiche Teile geschnitten. So entstehen die beiden „Zwillingslaibe“.
Herausheben
Jeder der beiden Laibe wird herausgehoben und mit einem Leinentuch umwickelt. Anschließend werden die Laibe auf den Ablauftischen abgesetzt.

Die „fascera“
Jeder Laib wird von einer engen, bandartigen Form umschlossen und mit einer Scheibe leicht zusammengepresst.

Die Kennzeichnung
Etwa 12 Stunden nachdem der Laib in die Form gegeben wurde, wird zwischen der „fascera“ und dem Rand der Form eine weitere „fascera“ aus geeignetem Kunststoffmaterial eingelegt, das die Ursprungskennzeichnung im Relief zeigt.
Die Kaseinmarke
Schließlich wird die Kaseinmarke angebracht, die zu einem Teil der Kruste wird. Diese Marke enthält die Identifikationsnummer, welche zur Rückverfolgung des Produkts dient. Nach 24 Stunden wird das anfangs verwendete Kunststoffband (fascera) durch eine Stahlform ersetzt, die perforiert und leicht abgerundet ist, sodass der Käse seine charakteristische Form mit einer konvexen Kante und flachen Ober- und Unterseiten erhält.
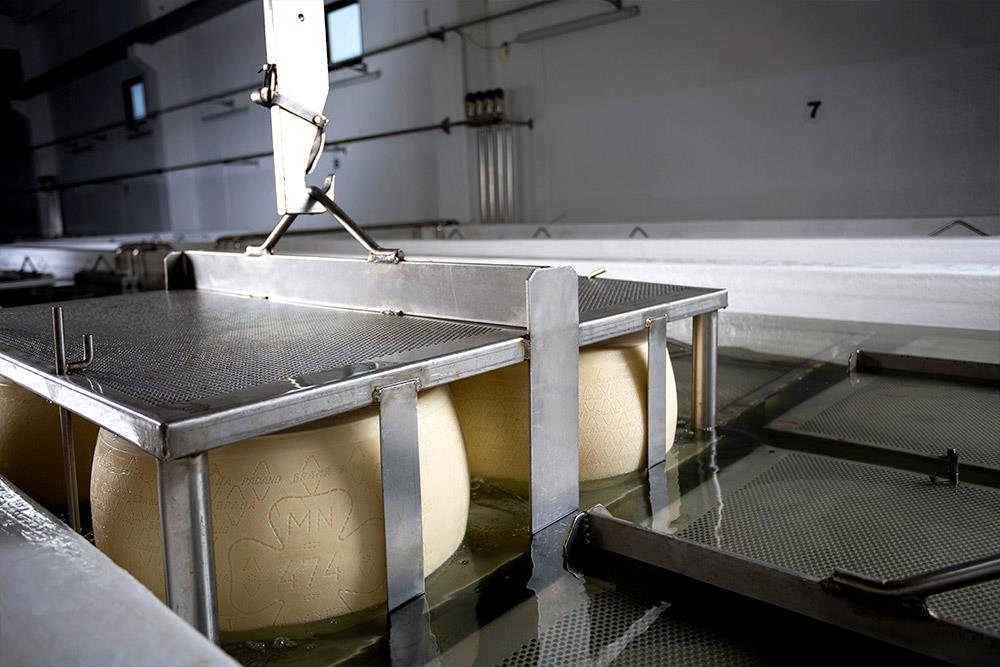
Das Salzen
Nach zwei Tagen werden die Käselaibe in eine Lösung aus Wasser und Salz getaucht. Somit wird die Masse gesalzt. Dieser Prozess kann zwischen 12 und 25 Tagen dauern, je nach Art der Salzlösung, der Größe des Käses und dem erforderlichen Salzgehalt.
Der Wärmeraum
Nach dem Salzen werden die Laibe in den Wärmeraum, die „camera calda“ gebracht, wo sie für einige Stunden trocknen.

Das Einlagern
Nun werden die Laibe in das Reifelager gebracht, wo sie mindestens 9 Monate lang reifen.
Siehe Bild